La FOCUSMIG 221 es una soldadora sinérgica y multiproceso diseñada para trabajos de alto rendimiento. Compatible con rollos grandes de 15 kg, es perfecta para aplicaciones continuas, reduciendo la necesidad de cambiar el consumible con frecuencia. Su pantalla LCD permite al soldador ajustar y visualizar parámetros clave como amperaje, voltaje y configuraciones sinérgicas, optimizando el proceso de soldadura.
Con 220A en monofásica, ofrece potencia suficiente para tareas industriales en entornos con electricidad estándar. Además, es compatible con procesos LIFT TIG y MMA, lo que la convierte en una herramienta versátil para diversos tipos de soldadura.

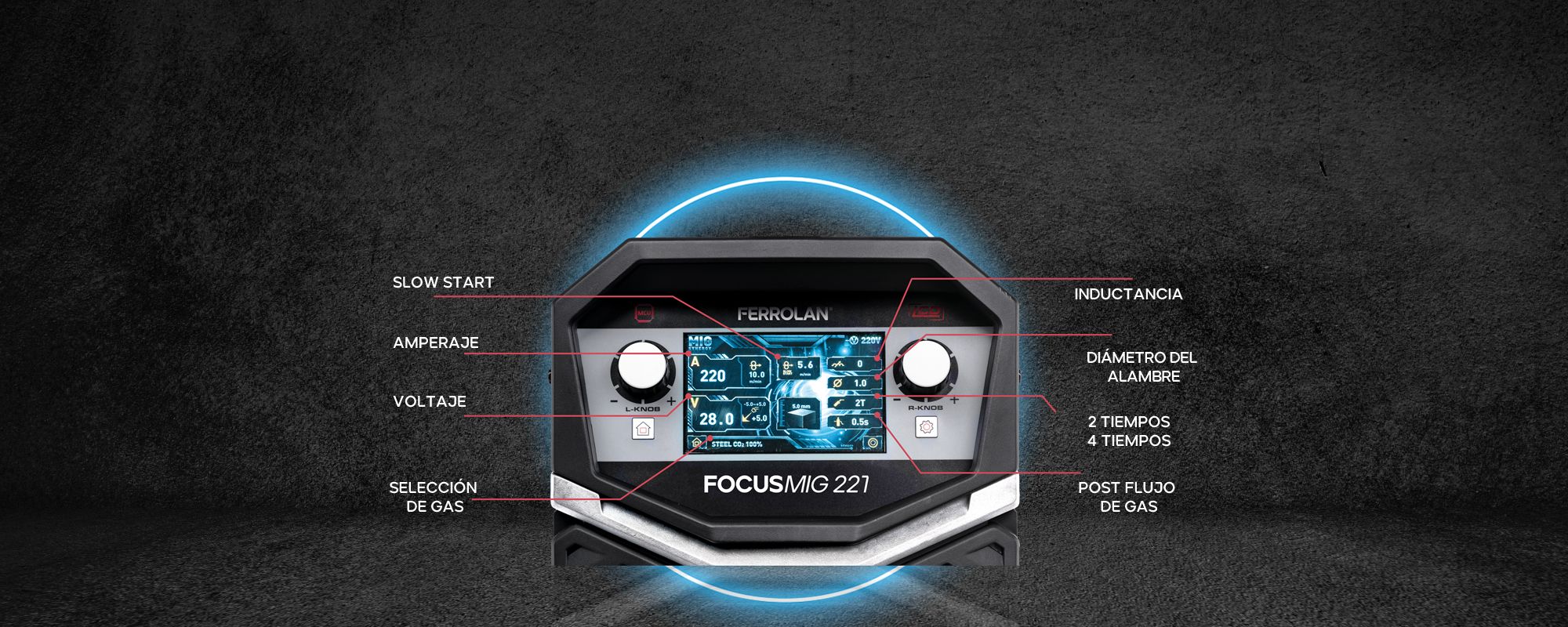
Slow Start:
El botón Slow Start ofrece un inicio suave al proceso de soldadura, mejorando el control y la precisión al comenzar un cordón de soldadura. Esta función reduce la velocidad inicial del alambre, permitiendo que el operador logre un arco estable antes de alcanzar la velocidad completa de soldadura. Con Slow Start, se minimiza el riesgo de salpicaduras y se facilita un arranque limpio y controlado, ideal para aplicaciones en las que la calidad del inicio es crucial. Esta característica es especialmente útil para soldaduras en materiales delgados y trabajos que requieren alta precisión, proporcionando un acabado profesional desde el primer momento.
Amperaje:
El amperaje es un parámetro crucial que determina la cantidad de corriente eléctrica utilizada durante el proceso de soldadura. Ajustar el amperaje de manera adecuada es esencial para conseguir una fusión óptima del material base y del alambre de aporte. Un amperaje bajo puede resultar en una soldadura débil, mientras que un amperaje alto puede provocar sobrecalentamiento y deformaciones. La selección correcta del amperaje depende del tipo de material, su grosor y el tipo de soldadura que se desee realizar.
Voltaje:
El voltaje es un factor determinante en el proceso de soldadura MIG, ya que influye en la estabilidad del arco y la penetración del calor en el material base. Un voltaje adecuado asegura un arco suave y constante, lo que se traduce en una soldadura de alta calidad. Un voltaje bajo puede generar un arco inestable y salpicaduras, mientras que un voltaje alto puede causar una penetración excesiva y quemaduras en el material. La selección del voltaje debe ajustarse según el tipo de material y el grosor a soldar.
Selección de Gas:
La selección del gas protector es fundamental en el proceso de soldadura MIG, ya que asegura una atmósfera controlada que evita la oxidación y contaminación del baño de soldadura. Los gases más comunes son el argón, el dióxido de carbono (CO2) y mezclas de ambos. El argón proporciona una soldadura más limpia y menos salpicaduras, mientras que el CO2 es más económico y favorece una buena penetración. La elección del gas dependerá del tipo de material, el espesor y el acabado deseado, garantizando así una unión sólida y de alta calidad.
Inductancia:
La inductancia en un equipo MIG se refiere a la capacidad del circuito para almacenar energía en forma de campo magnético, lo que afecta el comportamiento del arco de soldadura. Un nivel adecuado de inductancia ayuda a estabilizar el arco y suavizar el proceso de soldadura, reduciendo salpicaduras y mejorando la calidad del cordón. Ajustar la inductancia es esencial para optimizar el rendimiento según el tipo de material y el grosor, permitiendo un control más preciso de la fusión y la penetración.
Diámetro del Alambre:
El diámetro del alambre de aporte es un factor crítico en el proceso de soldadura MIG, ya que influye en la cantidad de material que se deposita y en la velocidad de soldadura. Alambres de mayor diámetro son adecuados para soldaduras en materiales más gruesos y pueden proporcionar una mayor resistencia, mientras que alambres más delgados son ideales para trabajos en materiales delgados, permitiendo un mayor control y menos distorsión. La elección del diámetro correcto depende del tipo de material, el grosor y el acabado deseado.
2 Tiempos:
En el modo de 2 tiempos, el soldador controla el arco de soldadura presionando el gatillo. El arco se activa mientras el gatillo está presionado y se detiene al soltarlo. Este modo es ideal para trabajos cortos o donde se requiere un control rápido y directo del proceso de soldadura.
4 Tiempos:
El modo de 4 tiempos permite iniciar el arco con una primera presión del gatillo, manteniéndolo encendido sin necesidad de seguir presionándolo. Se apaga con una segunda pulsación. Este ajuste es ideal para soldaduras largas o continuas, ya que reduce la fatiga del soldador y permite una mayor comodidad y control durante el proceso.
Post Flujo de Gas:
La función de Post Flujo de Gas proporciona un flujo de gas adicional después de finalizar el arco de soldadura, protegiendo el área soldada mientras se enfría. Este flujo posterior ayuda a evitar la oxidación y la contaminación del cordón de soldadura, mejorando la calidad y durabilidad de la unión. El Post Flujo de Gas es particularmente útil en materiales sensibles a la oxidación, como el acero inoxidable y el aluminio, y asegura que el acabado sea limpio y profesional. Además, al prolongar la protección de gas tras el arco, se logra un enfriamiento gradual que reduce el riesgo de grietas o deformaciones en la zona soldada.
| Especificación | FOCUSMIG 221 | ||
|---|---|---|---|
| Tensión nominal de entrada (V) | 220±10% | ||
| Frecuencia (Hz) | 50/60 | ||
| Función | MIG | TIG | MMA |
| Rango de corriente de salida (A) | 50-220 | 10-220 | 10-200 |
| Capacidad nominal de entrada (KVA) | 9.9 | 7.7 | 9.9 |
| Corriente nominal de entrada (A) | 45 | 35 | 45 |
| Ciclo de trabajo | 220A@30%, 156A@60%, 120A@100% |
220A@40%, 180A@60%, 139A@100% |
200A@30%, 141A@60% 110A@100% |
| Tensión en vacío M | 62 | ||
| Eficiencia (%) | 0.77 | ||
| Factor de potencia | 0.65 | ||
| IP | 215 | ||
| Grado de aislamiento | H | ||
| Tipo de refrigeración | Aire | ||
| Dimensiones de la máquina (mm) | 560x225x445 | ||
| Peso neto (KG) | 19.5 | ||
| Diámetro de alambre y electrodo | 0.6-0.8-0.9-1.0 | 2.5, 3.2, 4.0, 5.0 |